|
Implementation Strategy
Non-capital changes by using world-class manufacturing (WCM) methods such as
single minute exchange of die (SMED), 5S
activities (Sort –
Straighten – Sweep – Standardize – Self-discipline),
variations of the
Kamban
system and other recognized methods of generating productivity gains.
→
Lean Enterprise:
Kore 10 Tips
 Example of a
Truly Lean Value Chain
Example of a
Truly Lean Value Chain
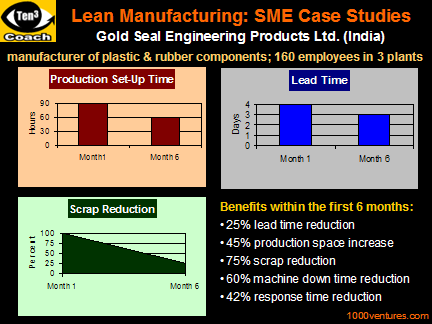
Most Notable Impact
A number of space and time utilization
improvements
were achieved.
→
Kaizen
Mindset
→
Radical Improvement (Kaikaku):
10 Tip
Shop-floor organization included leveling and repainting,
with the additional benefit of improved safety and material flow on the shop
floor. A 45% gain in production space was due largely to
5S
activities.
These activities combined with a red-tag campaign also contributed to a
reduction in machine down time by 60%. Another contribution in this respect
came from a systemic analysis of machine down time at each workstation,
followed by remedy-search sessions held in the Engineering Department.
Production set-up time was reduced by 33% by the application of single
minute exchange of die (SMED) method. Gold Seal engineers participated in a
training program which focused on standardization of changeover procedures
and streamlining internal operations. Subsequently, standard operating
procedures (SOPs) were expanded to include manual work. Consequently,
approximately 50% of the production processes performed on the company's
shop floor were standardized. This led to reduction of the lead time
required for production and completion of goods by 25%.
→
Kaizen Culture:
8 Key Elements
Through training, workers were able to develop additional skills, which led
to an increase in workforce flexibility. Skills matrix was developed for
each department. The outcome of such as exercise revealed that 57% of the
workforce at Gold Seal was multi-skilled.
Takt-time leveling benefits were analysed in order to move towards a
single-flow production system.
Motivation
A dramatic mindset change. A prevailing
"culture of blame" was replaced by a more
→
productive Kaizen climate. A major contribution came from a
female executive who exhibited a high level of
→
motivation
and ensured that the activities agreed upon were properly carried out.
Quality Control & Scrap
Reduction
→
8 Rules for
Quality Management
→
Areas Targeted by
TQM in Japan
Quality circles (QCs)
were established and they increasingly involved the workforce. A
suggestion system was also introduced, with suggestions being reviewed
twice a month.
These mechanisms combined with SOPs for manual work, and the utilization of
new measuring devices had a significant impact on product quality. Scrap
volume was reduced by 75%. |